
曲轴主轴颈加工夹持定位选择
点击数:7652014-04-27 08:18:54 来源: 非标刀具,非标铣刀,非标刀具(山东)有限公司
曲轴被称为发动机的心脏,具有结构复杂、刚性差、加工表面多、技术要求高等特点,其加工工序也是复杂繁多且精度要求都比较高。在曲轴加工过程中,中心孔是不可缺少的一种工艺孔,在轴类零件加工过程中起到定位的作用。曲轴的中心孔是曲轴大部分加工工序和部分工序检测的定位基准(车(铣)序、磨序等)。按中心孔的位置区分可以分为:质量中心孔和几何中心孔两种。
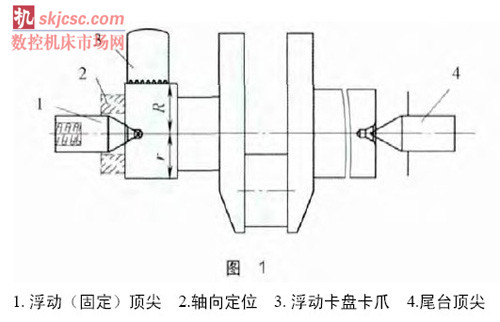
本文主要介绍根据曲轴中心孔的形式,来确定在曲轴加工工序中的主轴颈车序时的夹持和定位基准的选择。在主轴颈车序中主要是以打好的质量中心孔为基准,曲轴打质量中心孔时,卡盘夹持外圆进行加工。此时卡盘需要用浮动卡盘夹持外圆,内置固定顶尖或者弹性顶尖顶紧曲轴的中心孔定位,用顶尖或者端面定位块来做轴向尺寸加工定位基准。根据毛坯的圆度来选择适当浮动量的浮动卡盘,避免浮动量不够导致夹不紧。由于中心孔定位需要卡盘服从中心孔,当浮动卡盘卡爪接触到夹持表面时就停止运动等待其他卡爪也接触到夹持表面后再夹紧。浮动卡盘内置的顶尖有弹性顶尖和固定顶尖两种,由于弹性顶尖轴向在一定范围内可以移动,因此轴向定位需要有轴向定位块,如果采用固定顶尖则不需要轴向定位块,靠顶尖和中心孔接触部分做轴向定位,但是轴向尺寸需要靠中心孔深浅一致性来保证(见图1)。
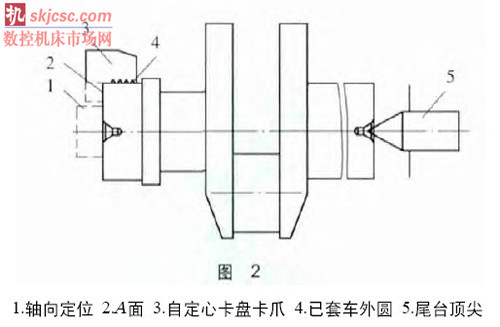
曲轴打几何中心孔时:按照现在国内成熟通用的曲轴加工工艺打几何中心孔时端面和外圆都在一起加工,也就是全在铣端面打中心孔套车外圆机床上进行。在主轴颈车序用卡盘夹持套车过的轴颈外圆定位,此时应该用自定心卡盘,用卡爪端面或者端面定位块来做轴向尺寸加工基准(见图3)。自定心卡盘的卡爪基本上都是根据具体夹持外圆尺寸来自车,使与被夹持的外圆接触更好,有利于夹紧工件。轴向定位也有用轴向定位块和卡爪自车出来的台阶(A面)两种。如采用A面定位则取消轴向定位块,反之则取消A面
各个曲轴加工厂家根据毛坯余量或者现有设备状况,来选择打什么样的中心孔,确定中心孔后可根据上述方式来选择车序的夹持和定位方式。目前我公司在给国内主要曲轴加工厂家配套的主轴颈车床上均采用上述两种方式。
